Überdimensionaler Gewindebohrer mit 115 mm Nenndurchmesser für die Windkraft
Ein Kunde aus dem Bereich Windkraftanlagen musste ein großes Gewinde restaurieren. Kein Standardwerkzeug war in dieser Dimension verfügbar. Lubero fertigte einen Sondergewindebohrer mit 115 mm Nenndurchmesser aus einer Materialkombination von C45 und HSSE, präzise ausgelegt für das Nachschneiden des vorhandenen Gewindes.


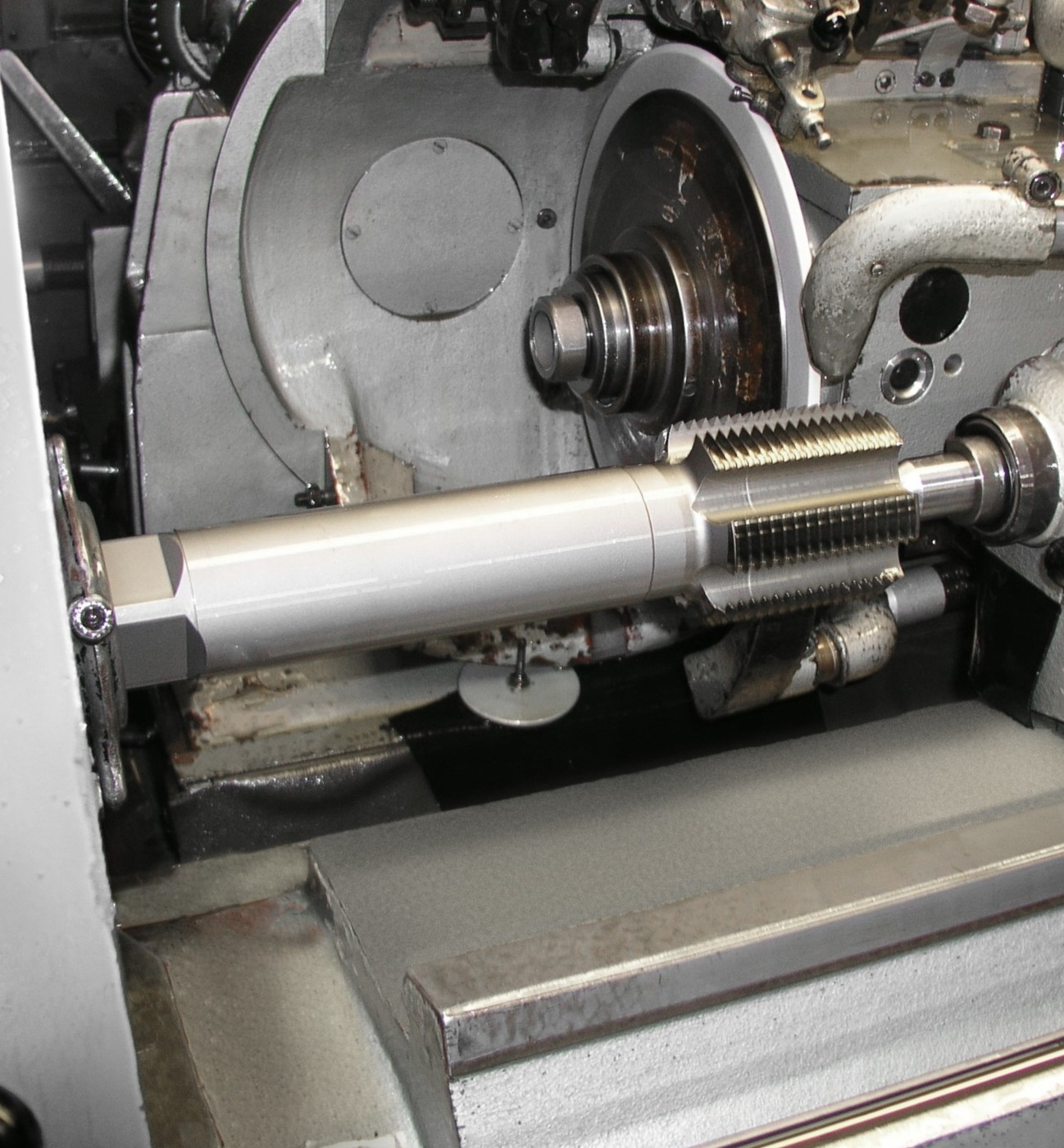
Sondergewindebohrer Ø 115 mm, Feingewinde, HSSE/C45 – Lubero GmbH, Viernheim
Ein Kunde aus dem Bereich Windkraftanlagen benötigte einen Gewindebohrer mit 115 mm Nenndurchmesser und feiner Steigung, um ein bestehendes Gewinde an einem großen Bauteil zu restaurieren. Ein Standardwerkzeug in dieser Dimension war nicht verfügbar.
Lubero entwickelte einen geschweißten Sondergewindebohrer aus C45 (Schaft) und HSSE (Gewindeteil). Nach CNC-Drehen, Fräsen der Spanuten, Härten beim Partner und abschließendem Gewindeschliff entstand ein maßgefertigtes Werkzeug mit Schafttoleranz H9 und einer Härte von 62 bis 64 HRC im Schneidbereich.
Der Kunde erhielt ein einsatzbereites Werkzeug, mit dem das beschädigte Gewinde der Windkraftanlage sicher nachgeschnitten werden konnte. Ein teurer Bauteilaustausch wurde vermieden und die Anlage konnte ohne längeren Stillstand wieder in Betrieb genommen werden.
Bei Windkraftanlagen sind großdimensionierte Schraubenverbindungen ein sicherheitsrelevantes Element. Wenn ein solches Gewinde beschädigt ist, muss es restauriert werden, ohne das umgebende Bauteil weiter zu schwächen. Ein Austausch ganzer Flanschbaugruppen ist mit erheblichem Montageaufwand und Stillstandskosten verbunden. Geeignetes Werkzeug in dieser Größenordnung gibt es nicht von der Stange. Gewindebohrer mit 115 mm Nenndurchmesser werden ausschließlich als Sonderwerkzeug gefertigt.
Die Herausforderung bei solchen Dimensionen liegt nicht allein im Durchmesser. Auch die Kombination aus feiner Steigung, hoher Rundlaufgenauigkeit und ausreichender Schnittstabilität muss über die gesamte Werkzeuglänge sichergestellt sein. Ein Vollmaterial aus HSSE wäre theoretisch möglich, wirtschaftlich aber kaum vertretbar. Lubero setzt deshalb bei großen Sondergewindebohrern auf eine bewährte Materialkombination: Der Schaft wird aus C45 gefertigt und der eigentliche Gewindeteil aus HSSE. Beide Teile werden von einem spezialisierten Partner stumpfgeschweißt. So liegt der hochwertige Schneidstoff genau dort, wo er gebraucht wird.
Nach dem Schweißen durchläuft der Rohling mehrere Bearbeitungsstufen. Das CNC-Drehen bringt die Außenkontur vor, wobei bewusst Aufmaß stehenbleibt: rund 1,5 mm im Gewindedurchmesser und etwa 1 mm am Schaft. Der Vierkant und die Spanuten werden gefräst, weil diese Operationen bei Werkzeugen dieser Größe wirtschaftlicher auf Fräsmaschinen durchgeführt werden als auf einer Schleifmaschine. Nach dem Härten bei einem Spezialpartner beginnt der Schleifprozess: Gewindeprofil, Außendurchmesser, Anschnitt und Schnittwinkel werden fertig geschliffen. Den Abschluss bildet das Rundschleifen des Schafts auf Endmaß H9.
Als Schneidstoff kommt HSSE (kobaltlegierter Schnellarbeitsstahl) zum Einsatz. Der erhöhte Kobaltanteil gegenüber Standard-HSS verbessert die Warmhärte und die Verschleißbeständigkeit, was bei der Bearbeitung von Windkraft-Stahlbauteilen mit unbekannter Vorgeschichte einen deutlichen Stabilitätsvorteil bietet. Auf eine Beschichtung wurde bei diesem Werkzeug verzichtet, da die Gewinderestaurierung unter kontrollierter Kühlung und geringer Spanabnahme stattfindet. Der Fokus liegt auf Passgenauigkeit und definiertem Schnittverhalten statt auf maximaler Standzeit.
| Parameter | Wert |
|---|---|
| Werkzeugtyp | Überdimensionaler Sondergewindebohrer |
| Gewindeprofil | Metrisches Feingewinde nach Kundenanforderung |
| Bezeichnung | Sonderausführung Ø 115 mm Feingewinde |
| Außendurchmesser | 115 mm |
| Steigung | Fein (nach Kundenvorgabe) |
| Toleranzklasse | 6H |
| Schneidstoff | HSSE (kobaltlegiert) im Gewindeteil |
| Schaftmaterial | C45 |
| Beschichtung | Keine |
| Schneidenzahl | 8 (gefräste Spanuten) |
| Gesamtlänge | ca. 300 mm |
| Gewindelänge | ca. 50 mm |
| Härte Gewindeteil | 62–64 HRC |
| Schafttoleranz | H9 |
| Lieferzeit | Auf Anfrage |
| Losgröße | Einzelstück / Auf Anfrage |
| Branche | Energietechnik / Windkraftanlagen |
Aus zwei Materialien ein Werkzeug – wirtschaftlich und technisch präzise
Die Kombination aus C45-Schaft und HSSE-Gewindeteil macht es möglich, auch überdimensionale Gewindebohrer wirtschaftlich zu fertigen, ohne bei Qualität oder Standzeit Kompromisse einzugehen. Für den Kunden aus der Windkraft bedeutete das: Gewindereparatur statt teurer Bauteilaustausch und ein maßgefertigtes Werkzeug, das exakt zu seiner Anwendung passt.
Hat Sie dieses Fallbeispiel angesprochen?
Vielleicht stehen Sie gerade vor einer ähnlichen Herausforderung: ein Gewinde, das kein Katalog abdeckt, ein Bauteil, das nicht einfach getauscht werden kann, oder ein Durchmesser, für den es schlicht kein passendes Werkzeug gibt. Genau solche Fälle sind unser Alltag. Schildern Sie uns Ihre Situation und wir schauen gemeinsam, was technisch und wirtschaftlich möglich ist. Kein Aufwand, kein Risiko – einfach eine ehrliche Einschätzung von uns.
Kostenloses Angebot erhalten